實體爬架網(wǎng)生產(chǎn)廠家,直接讓利消費者
131-3187-8857
作者:景川爬架網(wǎng) 時間:2022-03-11 15:43:31 閱讀量:1088次
為您解答關(guān)于爬架網(wǎng)怎么組裝的相關(guān)問題
7*24小時在線等候您的垂詢!
爬架網(wǎng)怎么組裝
專家表示,腳手架和腳手架應(yīng)均勻放置,并檢查腳手架的安全性。如有影響移走腳手架安全的潛在危險,應(yīng)翻新和加固腳手架,以確保腳手架在拆卸時不會有危險。
根據(jù)腳手架的位置,腳手架可分為外腳手架和外腳手架;根據(jù)材料,可分為木腳手架、竹腳手架和鋼管腳手架;根據(jù)其結(jié)構(gòu),可分為多柱式、門式、橋式、吊掛式。E、懸掛式、升降式、爬升式等。根據(jù)它的設(shè)置,它分為單手、雙手和全腳手.貨架等等。
垂直水平桿水平布置,其長度不小于2跨。兩個垂直水平桿的對接接頭必須連接到對接緊固件。緊固件與立柱軸線之間的距離不應(yīng)大于跨度的1/3.在同一步驟中,兩根縱向水平桿的接頭應(yīng)盡量長為一跨,相鄰兩根垂直水平桿的接頭應(yīng)盡量長。水平距離不應(yīng)小于500 mm。垂直柱交叉處必須使用直角緊固件。用豎線固定。
為了保持腳手架底部的完整性,腳手架底部的柱應(yīng)與不同長度的鋼管相交,相鄰柱應(yīng)位于不同的高度,使柱的弱截面交錯。腳手架搭設(shè)時,第一柱、外柱、柱臨時固定。
安平縣景川絲網(wǎng)制品有限公司專業(yè)生產(chǎn)爬架網(wǎng)、防風(fēng)抑塵網(wǎng)、聲屏障、護欄網(wǎng)、沖孔網(wǎng)。
怎么組裝")
怎么組裝")
怎么組裝")
怎么組裝")
怎么組裝")
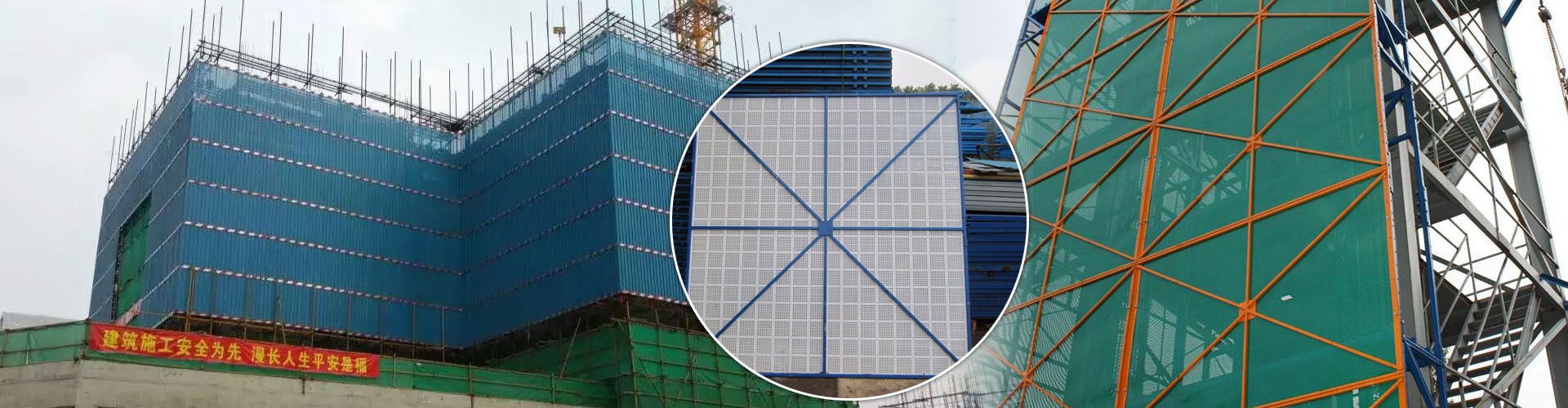
爬架網(wǎng)的正確安裝方式
爬架網(wǎng)的安裝要嚴(yán)格按照安全第一的原則,在施工過程中謹慎,嚴(yán)肅的進行。
首先在安裝爬架網(wǎng)的時候需要檢查的事項
1)保證桿件間的銜接牢靠。扣件有必要擰緊,墊木有必要夾持安定、防止脫出。
2)裝設(shè)連墻件時,應(yīng)堅持立桿的筆直度要求,防止拉固時發(fā)生變形。
3)當(dāng)連墻件軸向荷載的核算值大于6KN時,應(yīng)增設(shè)扣件以加強其抗滑動才能。特別是在遇有強風(fēng)襲來之前,應(yīng)查看和加固連墻辦法,以保架子安全。
4)連墻結(jié)構(gòu)中的連墻桿或拉筋應(yīng)筆直于墻面設(shè)置,并呈水平方位或稍向腳手架的一端歪斜,但不容許向上翹起。
其次,爬架網(wǎng)搭設(shè)歸于高空作業(yè),操作人員有必要帶好安全帽、正確佩帶安全帶。并按照裝置技術(shù)要求嚴(yán)格執(zhí)行。
爬架網(wǎng)裝置過程為:搭設(shè)渠道架并做水平調(diào)整→鋪設(shè)龍骨板→裝置下節(jié)導(dǎo)軌、豎龍骨、輔佐豎龍骨→加輔佐支撐桿及斜拉桿→水平鋼性拉結(jié)→裝置第二道龍骨板→裝置第一道安全立網(wǎng)→裝置第一道附墻件并卸荷→裝置中節(jié)導(dǎo)軌、豎龍骨、輔佐豎龍骨→接連組拼架體直到裝置完2層各組架停止→接連組拼架體直到裝置完3層各組架停止→接連組拼架體直到裝置完4層各組架停止→鋪設(shè)電源線→裝置提高設(shè)備(進入運行階段)。
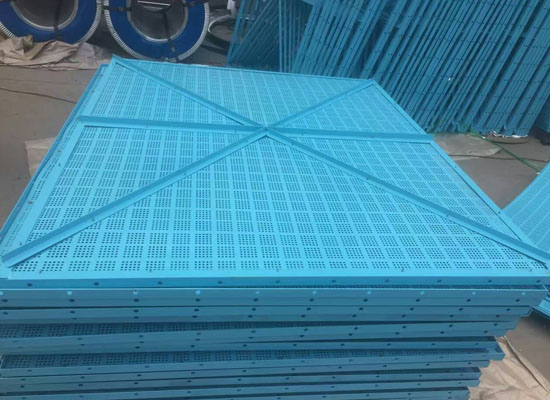
爬架網(wǎng)常用的兩種安裝方法:
第一種裝置方法是用爬架網(wǎng)片上焊接的耳朵進行銜接,常用于可升降腳手架系統(tǒng)的外層,起到避免人員和物體意外拋落產(chǎn)生的危險。比較適用于高層建筑施工使用。初始裝置完成后能夠反復(fù)提高和下降直到使用結(jié)束拆卸,經(jīng)濟實惠節(jié)約鋼材成本。
第二種是用咱們廠家的特制鏈接附件直接將兩片爬架網(wǎng)片固定于傳統(tǒng)腳手架上。這種裝置方法比第一種裝置起來要省時省力很多,因為它是固定在傳統(tǒng)腳手架上,樓層升高需要拆下來重新裝置所以比較適用于樓層不是太高的建筑物施工。因為低層建筑物比高層建筑物較多,所以這種裝置方法更具有普遍性。
怎么組裝")
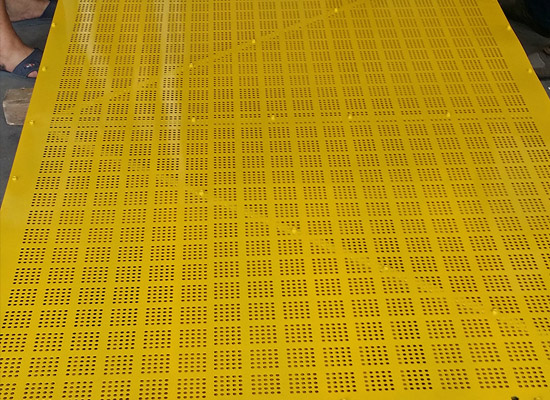
爬架網(wǎng)表面防腐形式有熱鍍、噴塑、浸塑。
1.熱鍍鋅是將工件除油、酸洗、浸藥、烘干后浸入融化的鋅液里一定時間,提出來即可。熱鍍鋅爬架網(wǎng)外觀比電鍍鋅稍微粗糙,呈銀白色,外觀容易生產(chǎn)工藝水紋和少許滴瘤,尤其實在工件的一端較為明顯。但熱鍍鋅的鋅層比電鍍鋅厚幾十倍,防腐蝕性強,是電鍍鋅的十幾倍。
2.噴塑是利用電暈放電現(xiàn)象使粉末涂料吸附在工件上的。其過程是這樣的:粉末涂料由供粉系統(tǒng)借壓縮空氣氣體送入噴槍,在噴槍前端加有高壓靜電發(fā)生器產(chǎn)生的高壓,由于電暈放電,在其附近產(chǎn)生密集的電荷,粉末由槍嘴噴出時,形成帶電涂料粒子,它受靜電力的作用,被吸到與其極性相反的工件上去,隨著噴上的粉末增多,電荷積聚也越多,當(dāng)達到一定厚度時,由于產(chǎn)生靜電排斥作用,便不繼續(xù)吸附,從而使整個工件獲得一定厚度的粉末涂層,然后經(jīng)過加熱使粉末熔融、流平、固化,即在工件表面形成堅硬的涂膜。
3.浸塑別名又稱涂塑,熱浸塑,熱敷涂塑。
(1). 預(yù)熱:將爬架網(wǎng)送入烤箱中,讓模具吸收熱量,以便于浸塑時塑溶膠在熱爬架網(wǎng)表面產(chǎn)生吸附,模具的體積大小和塑溶膠種類不同,預(yù)熱溫度和時間也不同。
(2). 浸塑:將預(yù)熱的爬架網(wǎng)浸入到塑溶膠中,一般浸入速度≤10mm/s,爬架網(wǎng)提升速度≤5mm/s。浸塑時間根據(jù)爬架網(wǎng)體積大小和產(chǎn)品厚度來設(shè)定,一般控制在1 ~ 60s。
(3). 塑化:將已經(jīng)浸塑的爬架網(wǎng)送入烤箱中,對模具及其附著的塑溶膠加熱,目的是使塑溶膠塑化成型,塑化溫度和時間根據(jù)爬架網(wǎng)材質(zhì)、體積大小以及產(chǎn)品硬度、厚度來設(shè)定。一般塑化溫度為200 ~350℃,塑化時間10 ~ 90s。
(4). 冷卻:塑化完成的爬架網(wǎng)離開烤箱,降低溫度使成型品進入常溫狀態(tài),冷卻方式包括水冷和風(fēng)冷。
爬架網(wǎng)片
電動爬架網(wǎng)
爬架網(wǎng)板
2022-03-11
2022-03-11
2022-03-11
2022-03-11
2022-03-11
2022-03-11
2022-03-11
2022-03-11
2022-03-11
2022-03-11